Min Bend Radius For Sheet Metal - In steel between 0.5 and 0.8 in. We’ve broken down our minimum bend radii into two values: A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. Minimum hole distance and minimum flange distance. Your best bet when designing formed parts is to use the. How to implement the industry standard sheet metal bend radius. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when. The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid.
The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when. We’ve broken down our minimum bend radii into two values: Your best bet when designing formed parts is to use the. Minimum hole distance and minimum flange distance. A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. How to implement the industry standard sheet metal bend radius. In steel between 0.5 and 0.8 in.
How to implement the industry standard sheet metal bend radius. The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when. Your best bet when designing formed parts is to use the. A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. Minimum hole distance and minimum flange distance. In steel between 0.5 and 0.8 in. We’ve broken down our minimum bend radii into two values:
Sheet Metal Design Guidelines How to Design Good Sheet Metal Parts
Minimum hole distance and minimum flange distance. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when. How to implement the industry standard sheet metal bend radius. Your best bet when designing formed parts is to use the. A common rule of thumb for determining the minimum bend radius is based on.

Common sheet metal design Basic rules or guidelines Minimum Bend
The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid. A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. Your best bet when designing formed parts is to use the. In steel between 0.5 and 0.8.
Sheet Metal Inside Bend Radius Calculator at Joel Watts blog
Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when. Minimum hole distance and minimum flange distance. In steel between 0.5 and 0.8 in. We’ve broken down our minimum bend radii into two values: Your best bet when designing formed parts is to use the.

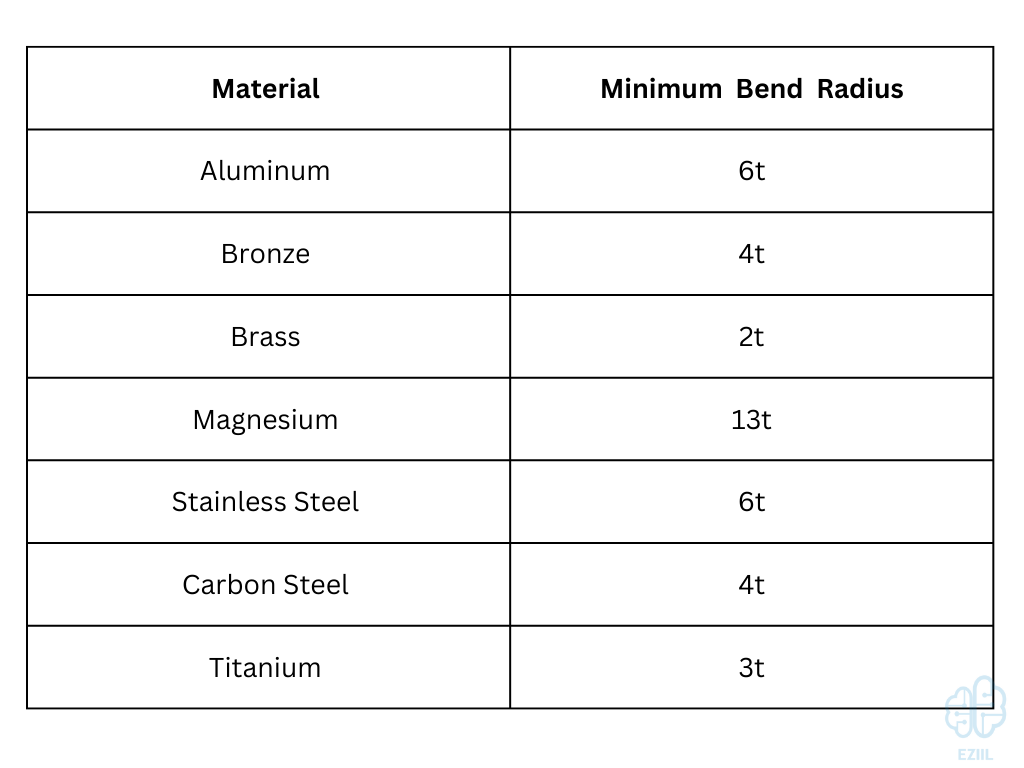
Minimum Bend Radius Reference Table For Sheet Metal Xometry Europe
We’ve broken down our minimum bend radii into two values: Minimum hole distance and minimum flange distance. The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid. How to implement the industry standard sheet metal bend radius. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material.
Sheet Metal Bend Radius Calculator at Horace Winfield blog
A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid. Your best bet when designing formed parts is to use the. In steel between 0.5 and 0.8.
Sheet Metal Bend Radius Calculator at Horace Winfield blog
Your best bet when designing formed parts is to use the. Minimum hole distance and minimum flange distance. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when. We’ve broken down our minimum bend radii into two values: In steel between 0.5 and 0.8 in.
Sheet Metal Bend Radius Full Guide Chart
We’ve broken down our minimum bend radii into two values: A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. How to implement the industry standard sheet metal bend radius. The minimum bend radius should generally be at least equal to the material thickness.

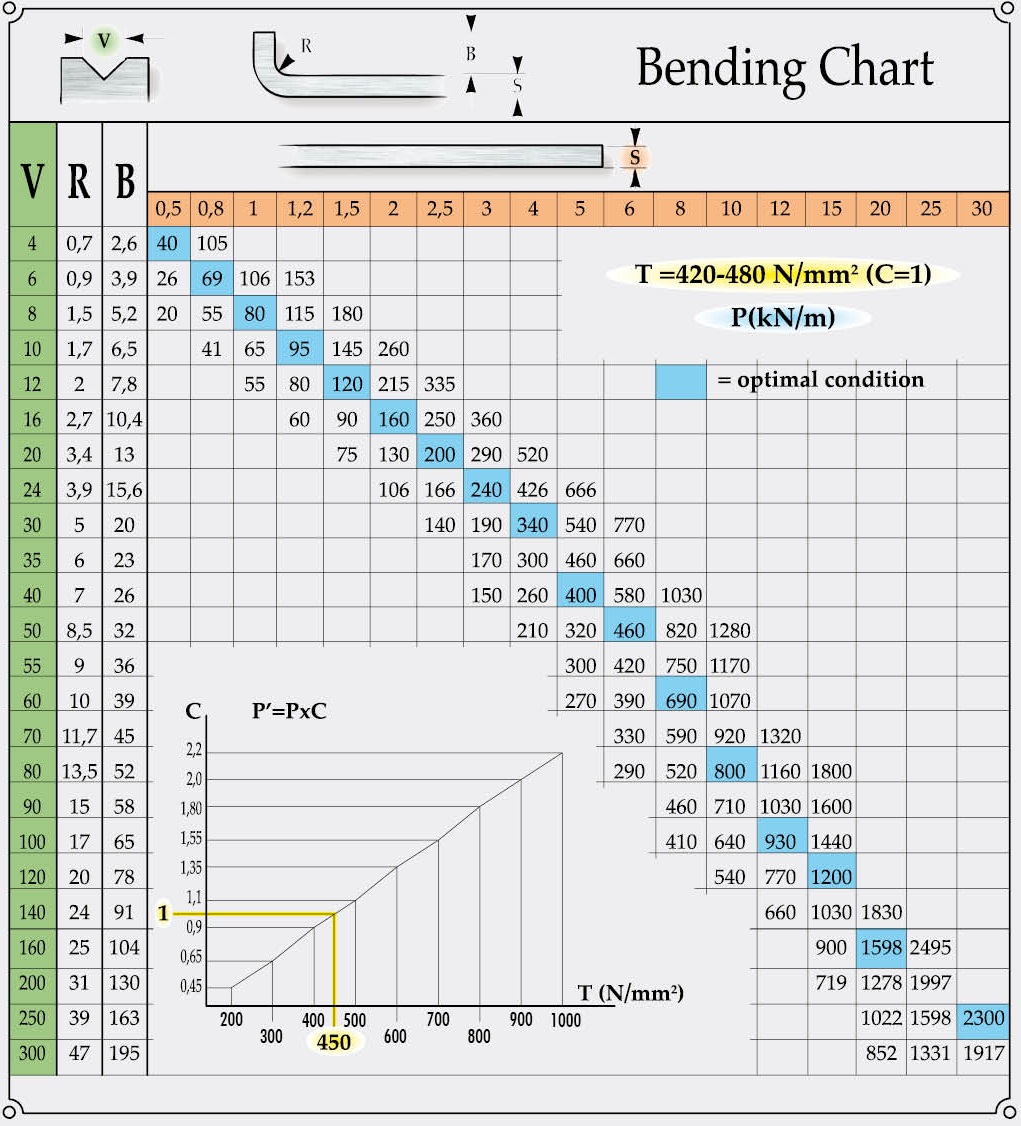
Calculate the minimum bend radius of sheet metal/steel plate
A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. How to implement the industry standard sheet metal bend radius. Your best bet when designing formed parts is to use the. Minimum hole distance and minimum flange distance. The minimum bend radius should generally.
Sheet Metal Bend Radius Full Guide Chart
How to implement the industry standard sheet metal bend radius. The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid. Your best bet when designing formed parts is to use the. In steel between 0.5 and 0.8 in. A common rule of thumb for determining the minimum bend radius is based on the.
Sheet Metal Inside Bend Radius Calculator at Joel Watts blog
A common rule of thumb for determining the minimum bend radius is based on the thickness of the sheet metal and the type of material used. The minimum bend radius should generally be at least equal to the material thickness (1t) to avoid. We’ve broken down our minimum bend radii into two values: How to implement the industry standard sheet.
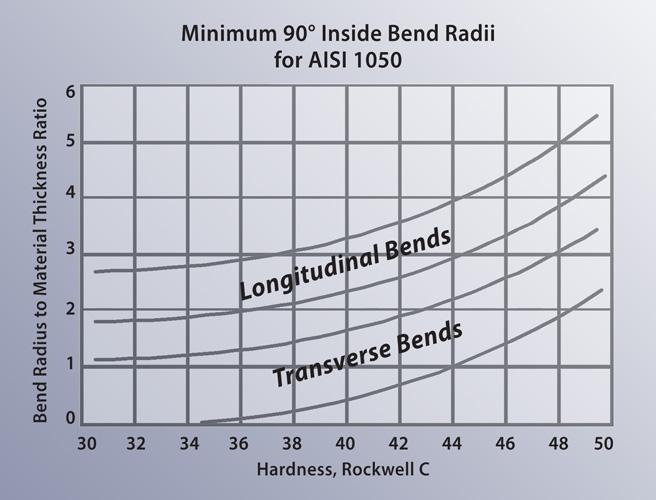
A Common Rule Of Thumb For Determining The Minimum Bend Radius Is Based On The Thickness Of The Sheet Metal And The Type Of Material Used.
How to implement the industry standard sheet metal bend radius. Your best bet when designing formed parts is to use the. Minimum hole distance and minimum flange distance. In steel between 0.5 and 0.8 in.
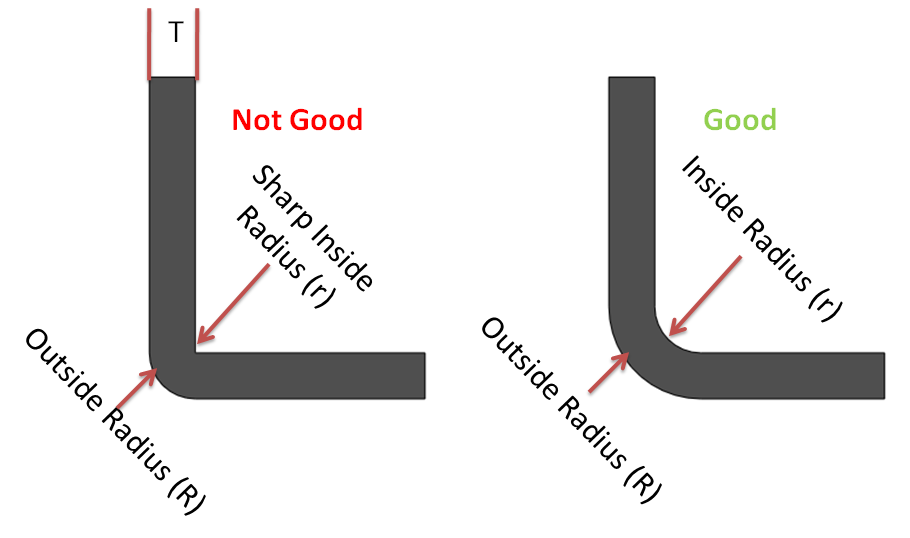
The Minimum Bend Radius Should Generally Be At Least Equal To The Material Thickness (1T) To Avoid.
Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when. We’ve broken down our minimum bend radii into two values: